Процесс производства и виды холоднокатанной стали
На сегодняшний день в мире существует два основных вида сплавов углерода с железом - холоднокатаная и горячекатаная сталь. Все остальные модификации входят в два этих понятия. При выплавке обоих видов материала нет технологических различий. Они наступают на стадии окончательной обработки и раскатки металла в листы.
Горячекатаная и холоднокатаная стали отличаются тем, что первый вид получает свою окончательную форму в раскаленном виде, а второй обрабатывается холодным. Это обуславливает и производственные ограничения для металла холодной обработки. Дело в том, что горячая сталь хорошо поддается сгибанию, держит полученную форму и не рвется под давлением. Поэтому можно производить манипуляции с деталями любой толщины. Холодный сплав склонен к сопротивлению любым видам деформаций, плохо держит установленную форму и при избыточном воздействии может порваться. Так что таким способом получают только листы небольшой толщины. Это обуславливает сферу применения данного вида стали, который используют для изготовления корпусов различных устройств, строительных и обшивочных материалов, кузовов для транспортных средств.
Технологический процесс производства материала
Технология производства холоднокатаной стали подразумевает создание определенных условий на каждом этапе обработки. Выплавка металла производится стандартным способом и не содержит каких-либо хитростей. Далее полученный сплав раскатывают на листы либо заворачивают в рулоны. После этого и начинается процедура холоднокатаной обработки.

На первом этапе сталь проходит очищение от окалины и оксидной пленки. Существует два метода для данной процедуры: травление и дробеструйная обработка. Травление подразумевает погружение стали в 25% раствор соляной или серной кислоты. Этот способ удаляет лишние элементы с поверхности металла при помощи химических реакций.
Дробеструйная обработка означает ударное воздействие на стальной лист, которое позволяет сбивать с поверхности лишние частицы. На некоторых производствах применяют метод комбинированной очистки, который является наиболее эффективным. После завершения процедуры, холоднокатаная сталь протягивается через прокатные станы. На этом этапе очень важно правильно выбрать степень натяжения, иначе материал может порваться либо на нем образуются поперечные сдвиги.

На этом завершается непосредственный этап производства и начинается этап закалки. Для начала сталь проходит отжиг в печах колпакового типа при температуре около 700 градусов по Цельсию. Это приводит к рекристаллизации молекулярной сетки сплава, благодаря чему он получает необходимую гибкость и упругость. Важным условием обработки является удаление из камеры воздуха, чтобы предотвратить окисление материала. После отжига листы снова прокатываются на стане, что предотвращает появление линий сдвига.
Последний этап обработки называется дрессировка. Он подразумевает сжатие полученных заготовок на величину до 3%. Эта процедура повышает твердость и прочность листов, чтобы они в будущем могли без проблем выполнять возлагаемые на них функции. Кроме перечисленных стандартных процедур обработки, материал может подвергаться дополнительным манипуляциям для придания ему определенных свойств. Например, оцинкованная холоднокатаная сталь покрывается слоем цинка, который обеспечивает ей высокую стойкость к воздействию коррозии. Этот материал используется для производства 90% автомобильных кузовов по всему миру.

Также из оцинковки изготавливают кровельные материалы, корпуса для бытовой техники, вентиляционные конструкции. Электротехническая холоднокатаная сталь применяется для изготовления корпусов электродвигателей. После специальной обработки она получает электромагнитные свойства, которые минимизируют потерю энергии при работе двигателя, позволяют уменьшить его габариты и повысить КПД при работе. Холоднокатаная нержавейка широко используется в изготовлении различных материалов для внешней обшивки зданий и сооружений, а также при производстве газовых печей, холодильников корпусов для других видов бытовой техники.
Рулонная или листовая ствль - что выбрать?
Материал поступает в продажу в двух видах. Холоднокатаная листовая сталь поставляется в виде металлических листов установленных размеров. Некоторые виды продукции стандартизированы, а некоторые могут быть порезаны под заказ с удобными для клиента параметрами. Резку на листы сталь проходит уже после завершения всех технологических процедур, поэтому фирмы не испытают больших неудобств, если захотят угодить покупателю и по его просьбе вырезать листы нужного размера. В таком виде работать с металлом очень удобно.

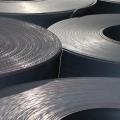
Листы попадают к потребителю уже ровными и готовыми для вырезания деталей любой формы. Тонкая холоднокатаная листовая сталь хорошо поддается штамповке. И чем ровнее будет заготовка, тем лучшим получится конечный результат. А вот холоднокатаная рулонная сталь требует еще предварительной обработки. Она получается, когда после всех технологических процессов полученный материал не разрезают на заготовки, а скатывают в рулоны. Это позволяет сделать продукцию более компактной, что значительно упрощает ее хранение и транспортировку.

Материал в рулонах в основном закупают предприятия, которые затем производят из него конечную продукцию. Они имеют все необходимое оборудование для резки металла, поэтому им нет нужды приобретать листовую сталь. К тому же холоднокатаная сталь в рулонах получается дешевле, чем аналогичное количество листового материала. Экономический фактор в любом бизнесе играет первоочередную роль, а снижение себестоимости продукции позволяет выигрывать ценовой спор у конкурентов.

Рулоны бывают различной ширины, что обусловлено сферой применения материала. Лента холоднокатаная из низкоуглеродистой стали представляет собой узкую полоску, закатанную в рулон. Она идет на изготовление труб, сепараторов для подшипников, стальной проволоки и других мелких деталей. Наличие узкой ленты позволяет не заниматься продольной нарезкой рулонов, что значительно ускоряет процесс изготовления разнообразных изделий.
Обработка рулонной стали происходит несколько дольше, чем листовой, так как заготовку приходится сначала выравнивать. Сталь обладает хорошей «памятью металла», поэтому после раскручивания рулона стремится закрутиться обратно. Но это неудобство очень легко преодолевается при помощи специального оборудования. И отштампованные детали выглядят никак не хуже, чем полученные из листовой стали.


|
Основным составным веществом алюминевого сплава является, как становится ясно из названия, алюминий. К другим, наиболее распространенным элементами, которые входят в состав сплавов на основе алюминия, можно отнести медь, железо, цинк...
|

|
Серый чугун имеет несколько разновидностей ,одной из которых является высокопрочный чугун. Высокие литейные свойства, которыми характеризуется данный материал, делают его главным сырьем для литья. В машиностроительном производстве серый чугун...
|
|
Технические характеристики материала, главным образом, оказывают влияние на маркировку электротехнических сталей. Технология производства отдельных видов сталей может различаться - обработка холоднокатаной стали осуществляется при естетсвенной температуре, горячекатаную сталь...
|

|
Щелочноземельные металлы представлены рядом элементов, которые относятся ко II группе периодической системы Менделеева. Такое название вещества получили благоларя тому, что результатом их взаимодействия с водой является образование щелочной среды. Если рассматривать физические свойства...
|
|
Прочностные свойства металла во много раз увеличиваются, благодаря легирующим элементам стали. По сравнению с улеродистой сталью легированная сталь является более устойчивой к коррозии и менее хрупкой,что дает возможность использовать её для производства наружных...
|

|
Сплавы, изготовленные на основе тугоплавких металлов, обладают отличной устойчивостью к воздействию высоких температур, хорошо сопротивляются деформированию и веьсма пластичны. Большую часть неплавких металлов получают из рудных концентратов, которые помимо основного компонента содержат...
|