


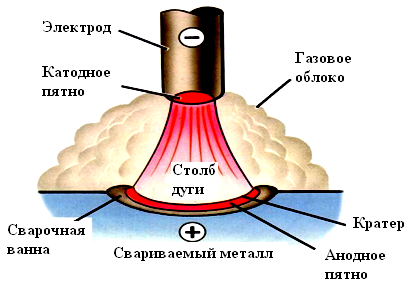
Электрической сварочной дугой называют мощный длительный электрический разряд между сварочными электродами, протекающий в ионизированной газовой среде при близком к атмосферному давлении. Такая дуга характеризуется сравнительно низким рабочим напряжением, очень большим током и экстремально высокой температурой. Протекание тока через дугу сопровождается выделением огромного количества тепла и ярким световым излучением. Сварочная дуга вместе со своим источником питания образует взаимосвязанную систему, в которой дуга выступает потребителем электроэнергии.
Основные свойства сварочной дуги:
Очень высокая температура. Температура столба дуги достигает порядка 6000 °C, в то время как в приэлектродных зонах (анодной и катодной) она существенно ниже – около 2400–2600 °C.
Большая плотность тока. Плотность тока в столбе дуги может достигать нескольких тысяч ампер на квадратный сантиметр, поскольку через узкий плазменный канал проходит ток огромной силы.
Низкое напряжение. Для устойчивого горения дуги требуется относительно небольшое напряжение (десятки вольт), благодаря малому сопротивлению ионизированного столба разряда.
Интенсивное излучение. Горящая дуга испускает не только видимый свет, но и мощное ультрафиолетовое и инфракрасное излучение, опасное для зрения и кожи сварщика.
В электрической дуге выделяют три зоны:
Катодная область — зона длиной ~10⁻⁴…10⁻⁵ см, где за счёт термо- и автоэлектронной эмиссии с катода формируются электроны. Здесь создаётся высокое электрическое поле — до 10⁶ В/см.
Столб дуги — центральная часть длиной 0,1–4 см. В нём происходит термическая ионизация нейтральных частиц, основная проводимость обеспечивается электронами. Плотность тока здесь определяется отношением тока к площади сечения столба.
Анодная область — длиной ~10⁻³…10⁻⁴ см, где оседают электроны и формируются отрицательные объемные заряды. Градиент напряжённости — до 10⁴ В/см.
Общее напряжение дуги складывается из падений напряжения в этих трёх зонах: Uд = Uкат + Uан + Uст,
Температура в дуге наивысшая в центральной части столба (~5000–6000 °C) и заметно ниже у поверхности электродов (~2400–2500 °C). Таким образом, основное тепло сосредоточено в столбе дуги, который нагревает и расплавляет металл.
Большая часть падения напряжения также приходится на столб дуги, поэтому общее напряжение разряда растёт почти линейно с увеличением длины дугового промежутка. В катодной и анодной областях падение напряжения мало и практически постоянно для данных условий.
При горении дуги глаз видит лишь яркий факел столба – катодная и анодная зоны не светятся из-за малого размера и напряжения. Плазма дуги излучает широкий спектр, включая жёсткий ультрафиолет и ИК-диапазон, поэтому сварщик должен защищать глаза и кожу маской и спецодеждой.

Различают два основных типа дуги, каждый из которых имеет свои особенности и применяется в разных видах сварки.
Этот тип дуги наиболее распространён в промышленности. Здесь электрический разряд горит между торцом плавящегося электрода (проволоки) и свариваемым изделием. Электрод служит не только для поддержания дуги, но и является присадочным материалом, который расплавляется и формирует сварочный шов. Капли расплавленного металла с кончика электрода под действием электромагнитных сил и силы тяжести переносятся в сварочную ванну.
В этом случае дуга создаётся и поддерживается между изделием и неплавящимся электродом, как правило, из тугоплавкого вольфрама. Электрод не участвует в формировании шва, а присадочный материал подается в зону сварки отдельно, если это необходимо.

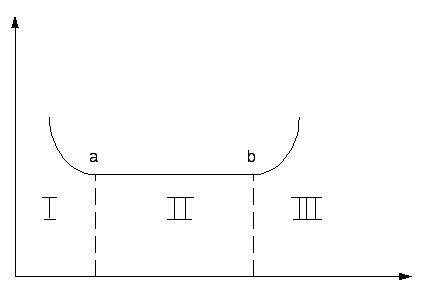
Статическая вольт-амперная характеристика (ВАХ) дуги – это зависимость напряжения U_д от тока I_д при постоянной длине дуги. Эта зависимость нелинейна: между током и напряжением нет прямой пропорции.

График ВАХ имеет три характерных участка:
Падающий участок (I). При росте тока напряжение на дуге снижается. Это объясняется расширением проводящего столба дуги и повышением его электропроводности.
∂Uд/∂I < 0
|∂Uи/∂I|р > |∂Uд/∂I|р
Жёсткий участок (II) . Увеличение тока практически не изменяет напряжение дуги (плоская характеристика). Столб дуги и приэлектродные пятна расширяются пропорционально току, сохраняя прежнюю плотность тока и падение напряжения.
∂Uд/∂I = 0
∂Uи/∂I < 0
Возрастающий участок (III) . На очень больших токах напряжение вновь растёт. При дальнейшем увеличении тока плотность тока на катоде растёт без расширения катодного пятна, сопротивление столба увеличивается, и требуется большее напряжение.
∂Uд/∂I > 0
|∂Uи/∂I|р < |∂Uд/∂I|р
Переход ко 2–3 участку зависит от плотности тока в электроде, критическое значение — 100 А/мм².
ВАХ смещается вверх при увеличении длины дуги, так как возрастает падение напряжения в столбе:
Uд = Uкат + Uан + Ест · lд.
Динамическая ВАХ описывает поведение дуги при быстром изменении тока. При резком увеличении тока напряжение сначала возрастает по прямой, а затем по мере роста температуры и сечения столба снижается до нового равновесного значения. Это отражает тепловую инерцию дуги.
Время установления нового режима составляет:
Постоянная времени дуги: Тд ≈ 10⁻⁴–10⁻⁵ сек
Полное время переходного процесса: tпер ≈ 3·Тд
|
|